

Jedna lyže, desítky operací: Výroba lyží krok za krokem

Voština jako ve včelím úlu, diamantové kotouče, pětiosá frézka a roboti lepící vázání. Výroba lyží je překvapivě sofistikovaný proces, který začíná v lese a končí precizně spárovaným párem s unikátním designem.
Za každým párem lyží stojí desítky operací, špičkové materiály a roky zkušeností. Podívejte se do zákulisí výroby lyží v Kästle v Novém Městě na Moravě, kde se z pečlivě sušeného dřeva, karbonových výztuh a epoxidového lepidla zrodí lyže připravené zvládnout i ty nejnáročnější podmínky.
Vše začíná v lese
Obvyklými dřevinami pro výrobu lyží je topol, buk nebo paulovnie. Dřevěné jádro závodních a sportovních modelů se pro odlehčení váhy vyrábí v kombinaci lehkého dřeva se speciální voštinou, která připomíná strukturu včelí plástve.
Vlastnosti dřeva musí být předem ustálené. Surové dřevo odpočívá na složišti 1–2 roky, následně se stabilizuje programově řízenými cykly zvlhčování a vysušování, ideální vlhkost na konci operace je přibližně 8 %. Z pečlivě vybraných asi 1 m dlouhých přířezů výrobce odstraňuje suky a všechny vady.

Následně se dřevo příčně i podélně skládá a spojuje. Polotovar poté vstupuje do počítačem řízené linky na profilování, z jehož dopravníku již sjíždí hotové jádro.

Kvalitní jádro je složeno z více kusů dřeva, čímž je dosažena maximální stabilita mechanických vlastností přírodního materiálu. Špičková kvalita jader je důležitým základem pro užitnou hodnotu dřevěné větve běžkových a sjezdových lyží i snowboardů.
Z komponent se vyrobí lyže
Ve výrobně se nachystají jednotlivé dílce, ze kterých se bude hotová lyže skládat. Je třeba s přesností na desetiny milimetru připravit tvary skluznic (hladké, nebo s lisovaným protismykem), různé druhy výztuh (lamináty, stuhy), gumy pro tlumení vibrací, dekorované vrchní fólie.
To se může zdát jako jednoduchý úkol, ale velkou roli zde hraje značná tepelná smrštitelnost materiálů, takže na zajištění stálých podmínek prostředí jsou kladeny velké nároky. Všechny plastové části musí být před lepením okysličeny plamenem nebo koronou. Tím dochází ke snížení povrchového napětí, jinak by materiály nebyly lepitelné.
Dílce jsou opracovány na nejmodernějších CNC řízených strojích. Nápisy, loga a intarzie do skluznic vyřezává vodní paprsek, další složky lyže tvaruje frézka Pade.


Na klížírně se jednotlivé komponenty s naneseným speciálním dvousložkovým epoxidovým lepidlem zakládají do hliníkových kazet. Jen pro představu, každá forma se musí vyrobit pro každý typ a délku lyže zvlášť.
Při představě, že jeden model běžek se vyrábí třeba v sedmi délkách, roste počet potřebných forem astronomickou řadou. Firma si vyrábí své vlastní kazety s vysokou přesností na pětiosé fréze. Tvrzený hliník je velmi drahý materiál, ale ideální tepelný vodič. Patří však mezi měkčí kovy, a proto za nějaký čas forma přestane splňovat potřebné parametry a musí se vyrobit nová.

Zakládání dílců do kazet je precizní ruční práce zkušených pracovníků, která se jako jedna z mála operací nedá strojově nahradit.
Podle typu lyže se liší i skladba použitých materiálů, např. u elitních modelů sjezdových lyží se pro zpevnění torzní tuhosti lyže používají karbonové a titanalové výztuhy.
Existuje nepřeberné množství kombinací materiálů a výztuh, které si může zákazník přát, aby vlastnosti výsledné lyže byly vyladěny pro konkrétní požadavky a jízdní schopnosti. V
Vývoj jde stále kupředu. Každá značka lyží se snaží jít s novými trendy v lyžařském odvětví (skiny, nejrůznější typy protismyků), ale i nejmodernějšími technologiemi a materiály vyvinutými primárně i pro, na pohled, nepříbuzné obory (letecký průmysl, nanotechnologie).


Po uložení hran a jednotlivých dílců budoucí lyže do hliníkové kazety, dochází k zalisování a vytvrzení lepidla, které trvá okolo 20 minut (cca 15 min. topení a 4 min. chlazení při teplotě 90 °C).

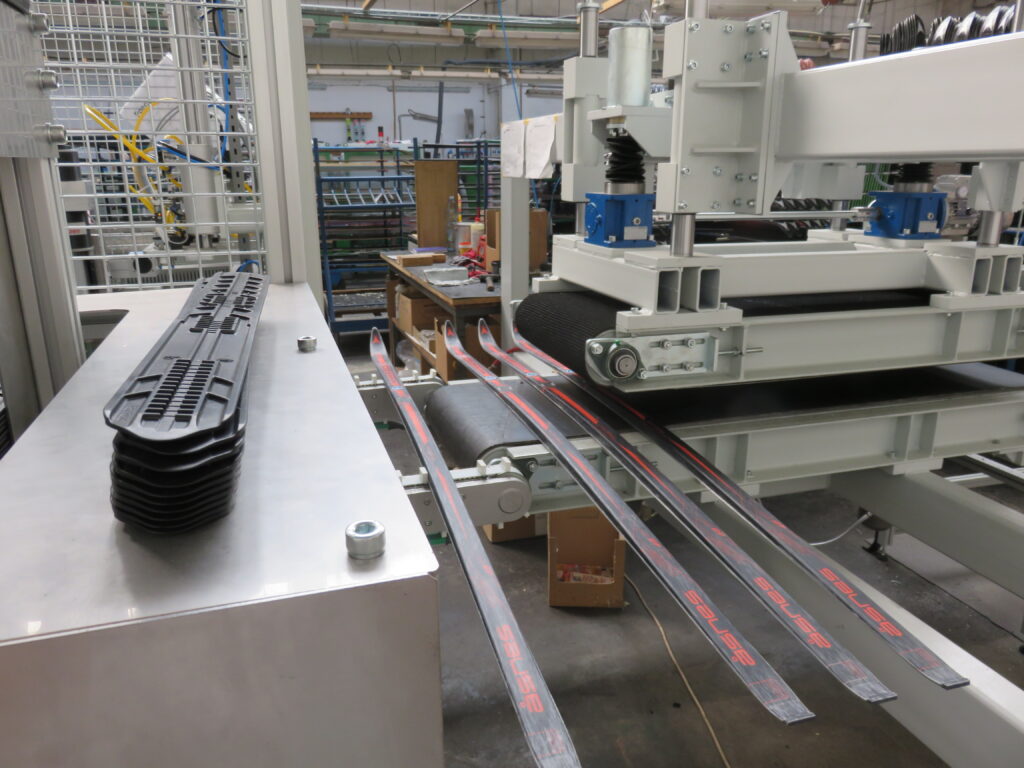
Broušení a strukturování
Po ořezu přetoků z klížírny na bocích lyží následuje jedna ze stěžejních operací, která významně ovlivní jízdní vlastnosti, chráněné know-how každého výrobce – alchymie broušení.
V první fázi se lyže srovnají nahrubo přebroušením pásem, následuje broušení kamenem. Předúhlování se děje postupně pásem a diamantovými a keramickými kotouči.
Běžecké lyže se tvarují podle křivek v počítači. Po průchodu automatickou linkou a podle typu jsou buď hotové, nebo v případě závodních modelů, připraveny na následné broušení struktur.
Strukturování se provádí na každý typ lyže a sněhu jiným programem.
Kontrola a párování lyží
Nakonec se lyže kontrolují, zda neobsahují nějaké vady v materiálu či dekoru a následně se párují na základě stejných tvrdostí a výšky šponu.
Do této fáze se tedy každá lyže vyráběla jednotlivě, nezávisle na druhé. Po kontrole se každá lyže očísluje a putuje do zásobníku. Následuje automatizovaná operace – montáž vázání, kdy robot nanese lepidlo, aplikuje NIS podložku a zcela dokončí operaci.
Hotový pár se zabalí do fólie, do papírového kartonu a je připraven na expedici do skladu.
Výroba designu na fólie
Teď se v celém postupu vrátíme zpět, abychom si vysvětlili, jak se vyrábí designová fólie, která udává charakteristický vzhled lyži.
Jednou z možností dekorování vrchních fólií je sítotisk. Princip spočívá v protlačování barvy přes prostupná místa šablony síta na vrchní fólii. Na každou barevnou linku je třeba vyrobit zvláštní síto, což se vyplatí až od sérií alespoň 500 ks.

Následně se fólie s naneseným dekorem polije bílou barvou, tím se potisk zvýrazní a zlepší držení lepidla. Po polití se dílce nechávají sušit 24 hodin a poté mohou jít na další zpracování.
Systém je levnější, barvy jsou sytější, ale technologie má svá omezení. Lze ji použít jen pro omezený počet barev a nelze docílit jemných barevných přechodů. Speciální sítotiskové barvy se dovážejí převážně z Rakouska a Švýcarska.
Druhou variantou je sublimace, která je dražší, ale umožňuje využít celou škálu různých barevných odstínů. Nejdříve se digitálně zpracovaný motiv natiskne na sublimační papír s gelovou vrstvou a poté se barva při 160 °C přenese na polyamidovou fólii na speciálním sublimačním lisu. Sublimace dává prostor pro práci v malých sériích a výrobu lyže s vlastním návrhem zákazníka, např. autoportrétem, věnováním apod.

Cílem všech výrobců lyží je přímý digitální tisk na vrchní fólii lyže, technologie však zatím není ze strany výrobců fólií ani barev dopracovaná do takové fáze držení, aby se lyže v náročných podmínkách nerozlepovala.
Čtěte dále – Klasické a bruslicí kolečkové lyže: Rozdílné vlastnosti a druhy materiálu

Čtenáři, pomoz nám být lepší a získej měsíc členství zdarma navíc
Zimní sezóna skončila a kdo byl poctivý, už má svoje lyže zalité v parafinu a uložené na půdě. Jaro je čas na sumarizaci celé zimy nejen pro elitní závodníky, ale i pro náš web. A tak jsme pro vás vytvořili dotazník, abychom od vás získali zpětnou vazbu a zjistili, co bychom mohli vylepšit. Váš čas je drahocenný a stejně tak i vaše rady a názory, proto jsme se rozhodli, že každý, kdo vyplní dotazník, dostane měsíc předplatného zdarma a zúčastní se slosování o startovní čísla na Marcialongu a Jizerskou 50.
Více informací se dozvíte zde.
Moc děkujeme za váš čas a ochotu.
Přihlaste se k odběru našeho newsletteru
NEJČTĚNĚJŠÍ
- 04.02.2026
- 02.02.2026
- 31.01.2026
- 29.01.2026
- 11.02.2026





DALŠÍ ČLÁNKY
BĚŽECKÝ TRÉNINK: Pomalý a dlouhý – klíč k budování základní kondice
Důležitou součástí zlepšení vaší základní kondice jsou dlouhé a nízkointenzivní tréninky. Jakým způsobem však běžecký trénink koncipovat, abyste dodrželi správné tempo?02.07.2026




